Entonces "Falta de capacidad" se convierte en "50% de tiempos muertos en proceso cuello de botella XYZ."
De hecho, el paso 2 lo llamo "Romper el problema" en el Memory Jogger como traduccion directa de "Break down the problem" - por que es el objetivo de analizar la condicion actual es entenderlo en sus partes.

Un error tipico en el Paso 3 es parafrasear la definicion del problema como objetivo. Asi "Falta de capacidad" erroneamente se convierte en "incrementar capacidad por un 25% para el 15 de Julio...". Que hay de malo con ello? No sirve. Un objetivo vago con el anterior es una muestra clara que el paso 2 no se ha entendido aun. El Paso 3 requiere mayor especificidad. el bien objetivo deberia parecerse mas a: "Reducir los tiempos muerto por 30% en proceso XYZ...".
Una forma grafica para entender como el Paso 3 es resultado directo de completar el Paso 2 se presenta abajo:
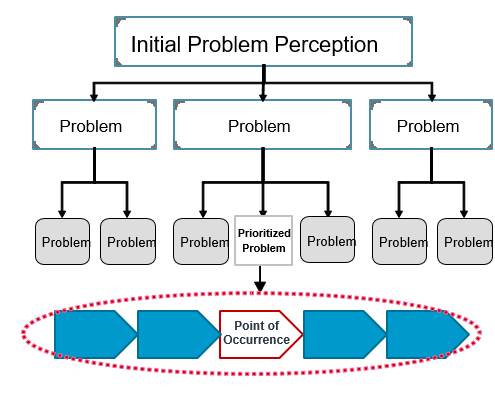
La percepcion inicial del problema se desdobla - rompe - en problemas a traves de la observacion directa de los procesos, en problemas mas pequenos y mas especificos y luego se priorizan para entender el punto de occurencia donde debemos concentrarnos.
Usando el cono de Toyota's Practical Problem Solving, El Paso 3 - Localizar el Punto de Causa corresponde a definir el objetivo antes de comenzar la investigacion de la causa raiz. Note que hasta el paso 3, es "Grasp the Situation" que significa "Entender la situacion Actual"